|
С менеджером ООО "НПО РОКОР" Романом Евгеньевичем Горбатовым Вы можете связаться по тел. (495) 330-15-10 961-00-47 e-mail corrozia@narod.ru |
ПОДГОТОВКА ПОВЕРХНОСТИ ПЕРЕД НАНЕСЕНИЕМ ПОКРЫТИЙ ВИКОР. (дополнение к инструкции)
Цель подготовки - удаление с поверхности любых загрязнений, мешающих непосредственному контакту покрытия с подложкой, а также создание рельефа поверхности, способствующего увеличению истинной поверхности контакта.
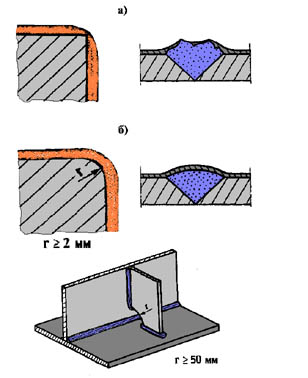
Работы по устранению дефектов поверхности (заусенцы, острые кромки,сварочные брызги и др.), выполняются до начала очистных работ.
. Характерные дефекты поверхности:
а - неправильное исполнение кромок и сварных швов; б - правильное исполнение конструктивных элементов окрашиваемого объекта
АБРАЗИВОСТРУЙНАЯ ОЧИСТКА
Шероховатость поверхности по Rz для материалов Викор должна составлять Rz = 50-90мкм, степень очистки по ИСО 8501-1 Sa21/2
Степени абразивоструйной очистки (по ИСО 8501-1) характеризуются следующим образом :
- материал (химический состав, удельную массу);
- диапазон размера частиц;
- форму частиц;
- твердость;
Абразив должен быть сухим, легко пересыпающимся; в нем должны отсутствовать загрязнения и посторонние частицы, способные ухудшать адгезию и усиливать коррозию металла. Распределение абразива по размерам частиц определяется обычно методом ситовых испытаний.
Для выбора наиболее эффективного абразива применительно к каждому конкретному случаю подготовки поверхности рекомендуется проводить предварительные испытания с определением чистоты и шероховатости поверхности, производительности очистки, соответствия требованиям безопасности труда и охраны окружающей среды.
АБРАЗИВЫ, ИСПОЛЬЗУЕМЫЕ ПРИ АБРАЗИВОСТРУЙНОЙ ОЧИСТКЕ
|
Тип абразива |
Средний размер частиц, мм |
Твердость |
Плотность г/см3 |
||
|
Металлический |
Чугун |
Закаленный |
2,4-0,05 |
650 твердость по Викерсу |
7,0 |
|
Литая сталь |
Высокоуглеродистая |
4-0,05 |
390-710 твердость по Викерсу |
7,0 |
|
|
Низкоуглеродистая |
2,8-0,3 |
390-520 твердость по Викерсу |
7,0 |
||
|
Неметаллический |
Минеральный абразив |
Кварцевый песок |
|
|
|
|
Оливиновый песок |
|
|
|
||
|
Ставролит |
|
|
|
||
|
Гранат |
|
|
|
||
|
Шлаки |
После выплавки железа |
1,4-0,2 |
~6 твердость по Моосу |
|
|
|
После рафинирования меди(копершлак (купрошлак)) |
1,4-0,2 |
~6 твердость по Моосу |
3,3-3,9 |
||
|
После рафинирования никеля (никельшлак) |
1,4-0,2 |
~6 твердость по Моосу |
3,3-3,9 |
||
|
После доменной плавки (доменный шлак) |
1,4-0,2 |
~6 твердость по Моосу |
2,4-2,6 |
||
|
Угольный шлак |
1,4-0,2 |
~6 твердость по Моосу |
3,0-3,3 |
||
|
Плавильный оксид алюминия (корунд) |
1,4-0,2 |
до 9 твердость по Моосу |
3,0-3,3 |
||
Следует учитывать, что влияние размера частиц абразива на результаты подготовки поверхности весьма существенно для металлических абразивов, так как большая плотность частиц сильно влияет на их кинетическую энергию. Для неметаллических абразивов это влияние менее существенно.Сбалансированный по размеру частиц состав абразива способствует оптимизации уровня чистоты поверхности, шероховатости, скорости очистки.
Установка для сухой абразивоструйной очистки
Выпускается большое количество различных установок для сухой абразивоструйной очистки, различающихся по размерам, мощности, подводимому давлению, расходу воздуха и абразива и другим параметрам. Однако принцип действия и общая схема таких установок довольно близки.

Рис. 5.1. Установка для сухой абразивоструйной очистки:
1 - подача сжатого воздуха; 2 - вентиль регулировки
воздуха; 3 - эжектор; 4 - коническое днище; 5 - корпус;
6 - автоматический клапан
Ориентировочные отношения основных параметров установок для абразивоструйной очистки (для случая очистки стального листа с продуктами коррозии степени В по ИСО 8501-1 стальной дробью. В зависимости от исходного состояния поверхности, типа абразива, требуемой чистоты после очистки и других факторов расход абразива может составлять от 20 до 100 кг/м2.)
|
Параметры очистки (по ИСО 8501-1) |
Значения параметров для различных диаметров сопла, мм |
||||||
|
6,5 |
8,0 |
9,5 |
11,0 |
12,5 |
16,0 |
19,0 |
|
|
Расход воздуха, м3/мин, при рабочем давлении 0,8 МПа |
|||||||
|
|
3 |
4,3 |
6,0 |
7,8 |
10,0 |
15,0 |
22,0 |
|
Средняя производительность очистки, м2/ч |
|||||||
|
Sa2 |
10 |
15 |
21 |
28 |
37 |
50 |
65 |
|
Sa21/2 |
5 |
9 |
14 |
21 |
28 |
38 |
50 |
|
Sa3 |
4 |
6 |
9 |
13 |
17 |
25 |
33 |
|
Средний расход дроби, кг/м2 |
|||||||
|
Sa2 |
40 |
35 |
32 |
29 |
28 |
26 |
24 |
|
Sa2]/2 |
58 |
51 |
46 |
42 |
40 |
38 |
36 |
|
Sa3 |
78 |
68 |
62 |
56 |
54 |
51 |
48 |
Большое значение имеют длина и форма внутреннего канала сопла, определяющие скорость частиц абразива. Оптимальная длина сопла составляет не менее 10 диаметров выходного отверстия и обычно находится в пределах 100-250 мм.
Сопла подвергаются очень интенсивному износу, на который влияют, главным образом, материал сопла и абразива и скорость движения частиц.
Срок службы сопел из различных материалов в среднем составляет:
- чугун - 6-8 часов;
- керамика - 10-12 часов;
- карбид вольфрама -300-500 часов;
- карбид бора - 500-700 часов;
- специальные твердые сплавы - до 1000 часов.
В настоящее время преимущественно используются сопла с расширяющимся к выходу каналом (форма трубы Вентури). Это позволяет при одинаковых параметрах (диаметре, давлении, типе абразива и пр.) увеличить скорость частиц в 1,5-1,8 раза, что соответствует увеличению, в 2-3 раза кинетической энергии частиц.
Диаметр сопла обычно выбирается, исходя из эмпирического правила:
диаметр сопла = диаметр наибольшей частицы абразива х 4;
полученная величина округляется до ближайшего размера в сторону увеличения.
Существенным моментом технологии очистки является правильный выбор угла наклона струи абразива и расстояние от сопла до очищаемой поверхности. Наибольшая энергия соударения достигается при 90°С, однако на практике используется угол 60-80°, за счет чего достигается большее пятно обработки и лучший эффект очистки. Расстояние от сопла до поверхности обычно выбирается оператором с учетом различных факторов и находится в пределах 200-400 мм.
С диаметром сопла непосредственно связан расход воздуха (а отсюда и параметры компрессора) и, в конечном итоге, производительность очистки и расход дроби.
Непременным требованием при абразивоструйной очистке, особенно сухой, является чистота сжатого воздуха. В составе оборудования должен обязательно находиться масловлагоотделитель; качество подаваемого воздуха должно контролироваться.
После абразивоструйной очистки перед нанесением покрытия поверхность следует очистить от образовавшейся пыли сжатым воздухом или вакуумной очисткой.
Метод сухой абразивоструйной очистки является наиболее универсальным и подходит для очистки практически всех типов изделий и конструкций.
ЗА НАМИ НЕ ЗАРЖАВЕЕТ ! ! !
|
С менеджером ООО "НПО РОКОР" Романом Евгеньевичем Горбатовым Вы можете связаться по тел. (495) 330-15-10 961-00-47 e-mail corrozia@narod.ru |