|
С менеджером ООО "НПО РОКОР" Романом Евгеньевичем Горбатовым Вы можете связаться по тел. (495) 330-15-10 961-00-47 e-mail corrozia@narod.ru |
УДК:620.193.251.2
Теплообменное оборудование широко применяется в различных отраслях промышленности, в частности, на атомных и тепловых станциях, химических и металлургических заводах, судах различного класса, коммунальном хозяйстве и т.д.
Основная часть теплообменного оборудования была введена в эксплуатацию в 60-80 годы и на сегодняшний момент сильно изношена или даже находится в состоянии близком к критическому.
Как известно, работа теплообменного аппарата заключается в передаче заданного теплового потока, не допуская при этом смешения материальных потоков продукта и охлаждающего (нагревающего) теплоносителя. Эффективность теплопередачи конструктивно реализуются путем максимального снижения толщины стенки, увеличением площади теплопередающей поверхности и использованием материалов с высокой теплопроводностью.
Особенности типовых конструкций теплообменников (как, правило, биметаллическая конструкция) и функционально присущие этим аппаратам большие градиенты химического потенциала и температуры, создают фундаментальные основы для развития коррозионных поражений.
Как показывает опыт многочисленных обследований, можно выделить три основных зоны коррозионных разрушений приводящие к нарушению целостности теплопередающих поверхностей и проникновению теплоносителя в основной продукт:
- зона вальцовочного соединения
- внутренняя поверхность входных и выходных участков теплообменных трубок
- язвенная коррозия по всей длине теплообменной трубки
В зоне вальцовочного соединения, как правило, наблюдается развитие контактной или щелевой коррозии. Для теплообменных аппаратов со стальной трубной доской и трубками на основе медных сплавов, по которым идет охлаждающая вода, коррозионный процесс в основном развивается за счет кольцевого разрушения стальной трубной доски вокруг трубки (Рисунок 1 -Рисунок 3).

Рисунок 1
Исходное состояние входных трубных досок конденсаторов и теплообменников блока АЭС мощностью 1000 Мвт
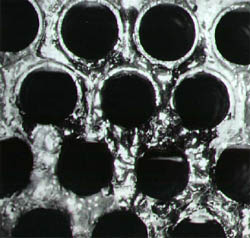
Рисунок 2
Исходное состояние выходных трубных досок конденсаторов и теплообменников блока АЭС мощностью 1000 Мвт

Рисунок 3
Течь воды при проведении гидроиспытаний конденсатора с многочисленными коррозионными поражениями вальцовочного соединения и поражениями трубок блока ТЭЦ мощностью 110 МВт
Данный вид коррозионных разрушений сопровождается большими присосами охлаждающей воды. Технология и комплекс материалов МЕТАКОР-РОКОР являются эффективными методами противокоррозионно - восстановительного ремонта при данном виде поражения и широко используются во многих областях промышленности для различных видов теплообменников, как с вальцовочным, так и сварным способом крепления трубок.
В настоящее время имеется комплекс материалов позволяющих осуществлять герметизацию биметаллических стыков «трубка - трубная доска» для всех имеющих практическое сочетаний конструкционных материалов.
Коррозионные поражения на внутренней поверхности входных и выходных участков теплообменных трубок в основном локализуются на концевых участках протяженностью до 250 мм и в редких случаях до 500 мм от среза трубной доски. Для латунных трубок коррозионное разрушение имеет вид равномерного утонения трубок (Таблица 1), а для трубок из МНЖ 5-1 проявляется в виде протяженных локальных «размывов» трубки с остаточной толщиной стенки менее 500 мкм (Рисунок 4). В последнем случае основным, стимулирующим коррозию фактором является возможное увеличение скорости из-за турбулизации потока воды на входе-выходе свыше критического для данного сплава значения 2,5 м/с.
Таблица 1
Изменение толщины стенки входных участков теплообменных трубок конденсатора блока ТЭЦ мощностью 110 МВт
|
Расстояние от плоскости трубной доски, мм |
Внутренний диаметр трубки, мм |
Остаточная толщина стенки, мм |
|
0 |
- |
0,3 |
|
50 |
22,8 |
0,6 |
|
100 |
22,6 |
0,8 |
|
150 |
22,1 |
0,95 |
|
200 |
22,0 |
1,0 |
|
300 |
22,0 |
1,0 |

Рисунок 4
Развертка входного участка теплообменной трубки блока АЭС мощностью 1000 МВт. Цифры на фотографии – остаточная толщина стенки теплообменной трубки в мм.
НПО РОКОР предлагает технологию и материалы для надежного восстановления и противокоррозионной защиты поврежденных входных и выходных участков теплообменных трубок, трубных досок и водяных камер (Рисунок 5).

Рисунок 5
Окрашенные трубные доски, входные и выходные участки теплообменных трубок и водяные камеры ТЭЦ-23 Мосэнерго
Главным результатом является то, что применение метода защиты вальцовочного соединения и входных участков теплообменных трубок позволяет снизить присосы охлаждающей воды на 80-95 % и вернуть в эксплуатацию 40- 70 % ранее заглушенных трубок.
Одним из сопутствующих результатов нанесения покрытий является гладкость входных и выходных участков окрашенных трубных досок (Рисунок 6), что позволя-ет существенно снизить расход шариков в сис-темах шарикоочистки и поднять ее эффективность.
|
|
|
Рисунок 6
Окрашенные трубные доски, входные и выходные участки теплообменных трубок Южно-Украинской АЭС
Покрытия РОКОР являются абразиво- и ударостойкими (Рисунок 7) для типовых условий эксплуатации в теплообменном оборудовании. Высокая гладкость покрытий предотвращает образование накипи на окрашенных входных и выходных участках трубок (Рисунок 8).

Рисунок 7
Окрашенные входные трубные доски на ТЭЦ-23 Мосэнерго после их эксплуатации с мусором попавшим с охлаждающей водой

Рисунок 8
Окрашенные трубные доски и входные участки теплообменных трубок на ТЭЦ-23 Мосэнерго после их эксплуатации с легкоудаляемой накипью в зоне входных участков теплообменных трубок
Покрытие МЕТАКОР™-РОКОР® внутри трубок не разру-шается струей воды высокого давления, обычно применяе-мой при чистки теплообменных трубок, и/или пластико-выми ершами-щетками.
Покрытие МЕТАКОР™-РОКОР® устойчиво во всех сре-дах и при всех режимах кис-лотной промывки.
Длительное обезвоживание водяных камер аппарата при профилактическом осмотре не вызывает растрескивание и отслоения покрытия МЕТАКОР™-РОКОР®.
Отработанность технологии, использование специальных высококачественных материалов и опыт организа-ции работ позволяет быстро и качественно вы-полнить ремонт аппарата. Так работы на кон-денсаторе блока АЭС мощностью 1000 МВт имеющего более 80000 трубок завершены за 25 суток. При необходимости работы по вос-становлению герметичности и противокорро-зионной защите конденсаторов могут прово-диться без полной остановки энергоблока, по отдельным потокам и секторам.
Работы по противокоррозионной защите и восстановлению теплообменного оборудования чрезвычайно эффективны. Так на Южноукраинской АЭС в результате герметизации входных и выход-ных участков (глубина окраски 250мм, на не-которых пучках 400мм) теплообменных тру-бок и противокоррозионной защиты трубных досок с применением материалов и техноло-гии РОКОР® дополнительно выработано 42,5млн.кВтчас электроэнергии за 10 месяцев эксплуатации.
Таким образом, можно констатировать, что в настоящее время существуют промышленные технологии, позволяющие осуществить ремонт и восстановление герметичности вальцовочного соединения, входных и выходных участков теплообменных трубок. Такие технологии основаны на нанесении полимерных покрытий на трубную доску, входные и выходные участки (до 500 мм) теплообменных трубок. Данные работы включены в программу МинАтома по теплообменному оборудованию и выполнены с использованием материалов и технологии НПО «РОКОР» на многих АЭС.
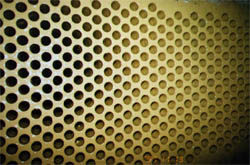
Третьим весьма распространенным видом коррозии, встречающимся в теплообменном оборудовании, является язвенная коррозия, при которой очаги коррозии распределены случайным образом по всей длине теплообменной трубки (Рисунок 9 - Рисунок 10). По всей видимости, основной причиной является подосадковая и биологическая коррозия, причем этот вид разрушений фиксируется как под жесткими карбонатными отложениями, глинистыми осадками, так и при обрастании трубок ракушками.

Рисунок 9
Снимок участка очищенной внутренней поверхности теплообменной трубки из сплава МНЖ 5-1 блока мощностью 1000 МВт со скоплением коррозионных поражений.

Рисунок 10
Снимок участка очищенной внутренней поверхности теплообменной трубки из сплава МНЖ 5-1 блока мощностью 1000 МВт со скоплением коррозионных поражений.
Традиционным методом устранения присосов охлаждающей воды при возникновении в теплообменных трубках сквозных коррозионных язв является «глушение» теплообменных трубок (Рисунок 11).

Рисунок 11
«Глушение» теплообменных трубок имеющих сквозные дефекты за пределами входных и выходных участков резино– металлическими пробками.
Однако следует отметить, что этот способ, решая сиюминутную задачу устранения присосов, провоцирует дальнейшее разрушение теплообменных трубок.
Основными причинами последующего ускорения разрушения теплообменных трубок являются:
-возникновение вокруг заглушенной трубки зоны повышенной температуры и, следовательно, возникновение термогальванических пар.
- общее повышение скорости потока охлаждающей воды, приводящее к нарушению защитной оксидной пленки на поверхности медных сплавов. Этот эффект может проявляться при скорости потока воды 2,5 м/сек, т.е. всего на 0,5- 0,7 м/сек больше, чем расчетная скорость ( 1,8 – 2,0 м/сек.).
- турбулизация потока воды в областях, где наблюдается скопление заглушенных трубок.
Следует отметить, что на ряде энергоблоков АЭС уже «отглушено» 3 - 5 % теплообменных трубок и результаты проведенных исследований коррозионных поражений теплообменных трубок вихретоковым методом являются основанием для неутешительного прогноза.
В этой связи вопрос должен ставиться не только и не столько о поддержании трубок в их текущем состоянии, сколько и о ремонте и возврате в эксплуатацию ранее заглушенных трубок.
В настоящее время осуществляется интенсивный поиск новых технологий, которые могут остановить процесс развития язвенных поражений и восстановить герметичность при наличии сквозных коррозионных свищей, распределенных по всей длине теплообменных трубок конденсаторов.
С нашей точки зрения рациональное техническое решение в первую очередь должно основываться на результатах подробного анализа характера коррозионных поражений теплообменных трубок.
На рисунках (Рисунок 12 - Рисунок 15) представлены гистограммы размеров коррозионных дефектов и остаточной толщины стенки в зоне коррозионного дефекта по результатам обследования теплообменных трубок на всю длину.

Рисунок 12
Гистограмма размеров коррозионных язв на внутренней поверхности теплообменной трубки из сплава МНЖ 5-1 блока мощностью 1000 МВт

Рисунок 13
Гистограмма остаточной толщины стенки теплообменной трубки в местах коррозионных язв на внутренней поверхности теплообменной трубки из сплава МНЖ 5-1 блока мощностью 1000 МВт. Исходная толщина стенки трубки 2 мм.
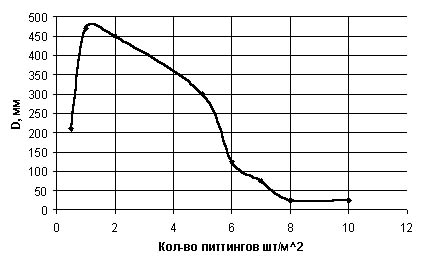
Рисунок 14
Гистограмма размеров коррозионных язв на внутренней поверхности теплообменной трубки из сплава МНЖМц 30-1-1 блока мощностью 1000 МВт.
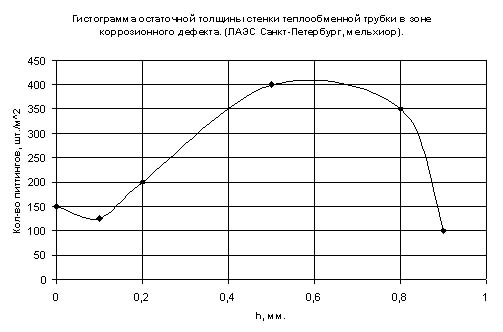
Рисунок 15
Гистограмма остаточной толщины стенки теплообменной трубки в местах коррозионных язв на внутренней поверхности теплообменной трубки из сплава МНЖМц 30-1-1 блока мощностью 1000 МВт. Исходная толщина стенки трубки 1 мм.
Принципиальными положениями, следующими из анализа представленных результатов, являются следующие:
- суммарная площадь коррозионных поражений (глубоких коррозионных язв и сквозных поражений) составляет всего от 1 до 3 % от площади теплопередающей поверхности
- коррозионные дефекты, в том числе и сквозные, расположены по длине трубки случайным образом
- основная часть поверхности теплообменной трубки является вполне работоспособной.
Таким образом, для решения восстановления теплообменных трубок необходимо обеспечить надежную заделку коррозионных язв и сквозных дефектов которые случайным образом расположены по длине трубки и одновременно – нанесение тонкого полимерного покрытия на основную неповрежденную внутреннюю поверхность трубок.
Очевидно, что сформулированные требования показываю абсолютную бесперспективность применения традиционных методов окраски внутренней поверхности труб. Более того, некоторые из известных методов, в частности методы распыления, могут лишь ускорить развитие коррозионных питтингов.
Нами разработана и запатентована (патент РФ № № 2186633 «СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ И ОТЛОЖЕНИЙ НАКИПИ И ВОССТА-НОВ--ЛЕ-НИЯ ТРУБОК ТЕПЛООБМЕННОГО ОБОРУДОВАНИЯ И УСТРОЙСТВО ДЛЯ ОСУ-ЩЕСТВ-ЛЕНИЯ ЭТОГО СПОСОБА») новая технология и устройство для нанесения полимерных материалов на внутреннюю поверхность теплообменных трубок. Суть метода состоит в том, что он обеспечивает нанесение высоконаполненного и высоковязкого полимерного состава путем многопроходного шпаклевания с применением эластичного шнека. Схема установки для нанесения ремонтного покрытия приведены на рисунках (Рисунок 16).
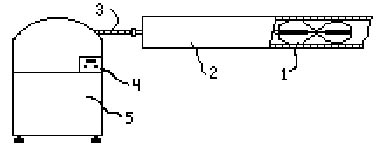
Рисунок 16
1 – эластичный шнек; 2 – теплообменная трубка; 3 – гибкий трос;
4 – пульт управления; 5 – механизм привода троса.
Особенностью технологического процесса является то, что он обеспечивает равномерное (Рисунок 17) высококачественное (Рисунок 18) нанесение полимерного высоковязкого защитного теплопроводного полимерного покрытия заданной толщины (в диапазоне 15-80 мкм) на неповрежденную внутреннюю поверхность теплообменной трубки, но одновременно при этом обеспечивает полное заполнение всех коррозионных язв (Рисунок 19) и пломбирование всех сквозных дефектов (диаметром до 2 мм) с образованием «полимерных заклепок» (Рисунок 20 - Рисунок 21).
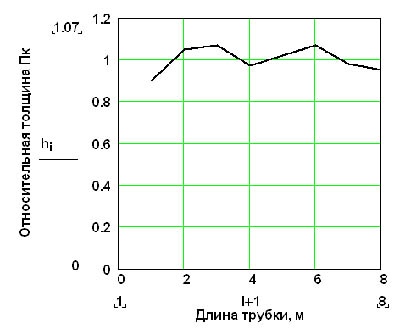
Рисунок 17
Изменение относительной толщины покрытия РОКОР-8010 ТТ по длине трубки. (теплообменные трубки из сплава МНЖ 5-1 ).
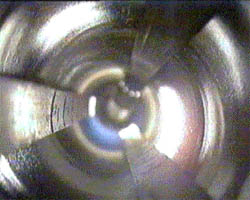
Рисунок 18
Снимок окрашенной внутренней поверхности теплообменной трубки из сплава МНЖ 5-1 блока мощностью 1000 МВт .

Рисунок 19
Заполнение коррозионных язв на трубках из сплава МНЖ 5-1.
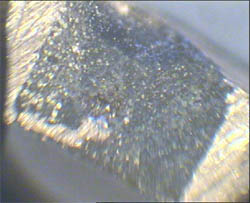
Рисунок 20
Микрофотография разреза полимерной «заклепки» на трубке из сплава МНЖ 5-1.
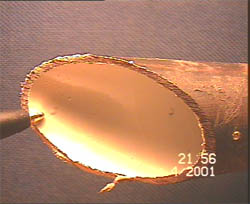
Рисунок 21
Внутренняя поверхность окрашенной теплообменной трубки в зоне сквозного отверстия со сформированной полимерной «заклепкой».
Время нанесения покрытия на одну трубку длиной 9 метров составляло около 4 минут.
Применение данной технологии позволяет продлить срок службы работающих трубок, а также вернуть в эксплуатацию 60- 90 % ранее заглушенных трубок.
Применяемые полимерные покрытия обладают высокой теплопроводностью и не снижает эффективности теплообмена, обладает хорошей адгезией к медным и латунным поверхностям, препятствует накипеобразованию.
Эти положения подтверждается результатами, полученными при промышленной реализации рассматриваемой технологии ремонта в частности на Барнаульской ТЭЦ-2 ().
Таблица 2
Данные о проекте противокоррозионно- восстановительного ремонта на конденсаторе турбины № 8 БАРНАУЛЬСКОЙ ТЭЦ-2
Число трубок – 5800
Длина трубок – 7,5 м
Диаметр трубок – 24х1 мм
Материал трубок – латунь Л68
Количество «заглушенных трубок» (до ремонта) - 500
Срок выполнения работ – с 04.09.2002 по 15.11.2002
Срок выполнения окраски – с 22.10.2002 по 15.11.2002
Количество установок
для окраски – 2 (1 рабочая + 1 резервная)
Рабочий график – односменный по 12 час в день
Расход краски
на одну трубку - 100 г (с учетом потерь)
Расчетная толщина
покрытия, мкм - 70
Таблица 3
Технические данные об изменении параметров работы конденсатора турбины № 8 БАРНАУЛЬСКОЙ ТЭЦ-2 после проведения его полного ремонта по технологии РОКОР -ТТ
|
|
До выполнения ремонта |
После выполнения ремонта по технологии РОКОР -ТТ |
|
Количество «разглушенных» трубок |
- |
200 |
|
Подсосы охлаждающей воды |
- |
НЕТ |
|
Т охлаждающей воды на входе, оС |
15,8 |
13,6 |
|
Т охлаждающей воды на выходе, оС |
26,2 |
26,4 |
|
Вакуум |
93,7 % |
93,3 % |
|
Т конденсата, оС |
36,7 |
37,9 |
|
Температурный напор, оС (проектное значение 10-12) |
10,5 |
11,5 |
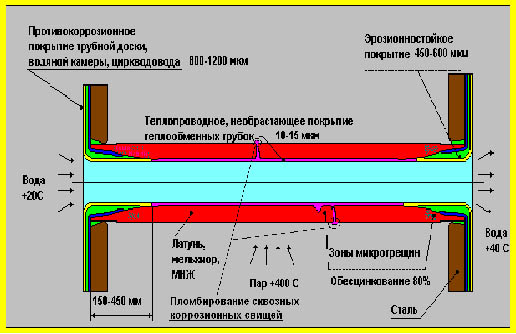
Рисунок 22
Схема противокоррозионно – восстановительного ремонта теплообменных трубок с применением полимерных покрытий.
Многочисленные обследования теплообменного оборудования выделяют три основные зоны подверженные коррозионному разрушению: зона вальцовочного соединения; внутренняя поверхность входных и выходных участков теплообменных трубок; язвенная коррозия по всей длине теплообменной трубки.
В настоящее время существует комплекс материалов и технологий противокоррозионной защиты и восстановления теплообменного оборудования РОКОР.
|
|
|
|
ЗА НАМИ НЕ ЗАРЖАВЕЕТ ! ! !
|
С менеджером ООО "НПО РОКОР" Романом Евгеньевичем Горбатовым Вы можете связаться по тел. (495) 330-15-10 961-00-47 e-mail corrozia@narod.ru |